Digital Feature: A novel process to help refinery operations comply with the U.S. Renewable Fuel Standard
A. KELLER, Sustainable Transportation Fuels, Las Vegas, Nevada; C. WALLSGROVE and M. KELLER, Sustainable Transportation Fuels, Southern California
The Renewable Fuel Standard (RFS) is a regulation that requires refineries in the U.S. to output a certain percentage of their fuel from renewable sources, such as plants or animal waste. The U.S. Environmental Protection Agency (EPA) sets the minimum proportion of renewable fuel every year. The goal of the RFS is to reduce greenhouse gas emissions and dependence on fossil fuels.
Renewable fuel comes from different types of biomasses, which are organic materials that can be converted into energy. Some examples of biomass are:
- Food crops, such as corn, and sugar cane
- Crop residues, such as corn stalks or wheat straw
- Forest waste, such as wood chips or sawdust
- Animal waste, such as manure or poultry litter
- Used cooking oil, such as grease or fat from restaurants.
Biomass is not always available or easy to collect. It depends on the season, the weather and the location. It also requires labor and transportation to take it to a processing facility, where it is turned into a liquid or gas. This adds to the cost and the environmental impact of renewable fuel.
Sometimes, the processing facility can use biomass that is hard to dispose of, such as digester sludge or paper mill black liquor. This can lower the cost of renewable fuel because the facility gets paid to take the biomass. However, this is not always the case. For example, used cooking oil used to be free or even have a negative cost, but now it has a positive cost since restaurants now charge for it.
Refineries must accept renewable fuel feedstocks to comply with the RFS. This means they must deal with:
- High and variable costs of renewable feedstocks
- Different quality and quantity of renewable feedstocks from different sources or batches
- Uncertainty of renewable feedstock supply due to weather, seasons or other factors.
These challenges can affect the efficiency, profitability and reliability of refinery operations. Refineries must find ways to optimize their processes and products to meet the RFS requirements and market demand.
A new solution that benefits refineries. The authors’ company’s solution offers several benefits for refineries that must comply with the RFS program. By providing a fast-growing, reliable and cost-effective source of biomass, this solution can help refineries:
- Reduce their dependence on external biomass suppliers and their associated costs, risk of supply interruptions and the carbon footprint of transporting the biomass product to the refinery.
- Increase their flexibility and adaptability to changing market conditions and RFS requirements.
- Enhance their environmental performance and reputation by using renewable carbon via biomass conversion to transportation fuels.
- Improve their operational efficiency and profitability by integrating a high-yield biomass conversion process into their existing facilities.
- Integrate green hydrogen from the biomass processing facility into the refinery, if required.
Challenges and opportunities. This solution is not without challenges and opportunities. As a start-up company with a novel technology, the authors’ company faces some potential barriers and risks, such as:
- Securing funding and investment for scaling up and commercializing its technology
- Obtaining regulatory approval and certification for its biomass and biofuel products
- Protecting its intellectual property and competitive advantage from competitors and imitators
- Educating and engaging stakeholders and customers about its technology and value proposition.
However, there are some unique strengths and opportunities, such as:
- Leveraging patent-pending technology and proprietary know-how to create a distinctive and superior product.
- Partnering with established and reputable refineries and biomass providers to access markets and resources.
- Expanding its scope and scale to other regions and sectors that need sustainable biomass and biofuel solutions.
- Innovating and improving its technology and processes to achieve higher performance and efficiency.
This solution is transformative for the refining industry and the renewable fuels sector. By providing a fast growing, reliable and cost-effective source of biomass, the authors’ company’s technology can help refineries meet the RFS program requirements and reduce their environmental impact. STF’s solution also has positive implications for the environment and society, as it can mitigate climate change, conserve natural resources, and create new jobs and opportunities.
Crude bio-oil plant design and its integration in refinery operations. The authors’ company’s standard sized crude bio-oil plant is designed to produce about 7,400 bpd of bio crude oil from biomass. The plant consists of a single train of equipment that can be mounted on skids for easy installation and transportation. Some equipment, such as tall towers, will be built onsite instead of on skids. This hybrid design allows for the best balance between cost and speed of construction—this is especially true for construction in harsh or remote locations far from qualified construction workers.
The crude bio-oil plant is integrated with the refinery to supply bio crude oil as a renewable feedstock. The bio crude oil must replace between 5%–10% of the fossil crude oil in the refinery, depending on the current RFS requirements mandated by the EPA. Crude bio-oil has a higher oxygen and nitrogen content than fossil crude oil, which means it needs more hydrogen to process. Green hydrogen can be sourced from the biomass processing facility or from other sources, depending on the availability and costs. The integration of the crude bio-oil plant—in this relative size range—in the refinery requires some modifications to refinery operations and possibly a change of catalysts, but the modifications are not expected to be significant or costly. The integration can be optimized by using the refinery LP production model and comparing different scenarios in a pre-front-engineering and design (pre-FEED).
Biomass feed to the processing plant. The processing plant is designed to accept most biomass feedstocks with some pre-feed processing. Examples of possible feedstocks include cellulosic biomass (e.g., chipped wood) and agriculture waste products. Other biomass sources are animal waste products and pulp and paper black liquor which are accepted with a gate fee. Micro and macro algae are other potential biomass resources. The selection of which feed to select is based primarily on availability and its cost. Accepting a disposal fee (or gate fee) for a biomass that is otherwise difficult to dispose of is an economic advantage.
The authors’ company’s processa (FIG. 1) can also cultivate and harvest its own biomass at the company’s processing plant if there are no, or insufficient, economic biomass options for feeds available at the refinery. In this case, the proprietary process optimizes the cultivation and harvesting of two biomass types. Either type could be potentially processed into a crude bio-oil on its own; however, there is good synergy to combine these two biomass types in an optimum proportion to maximize biomass yield. This results in the smallest area footprint for the cultivation step and the lowest feedstock cost.
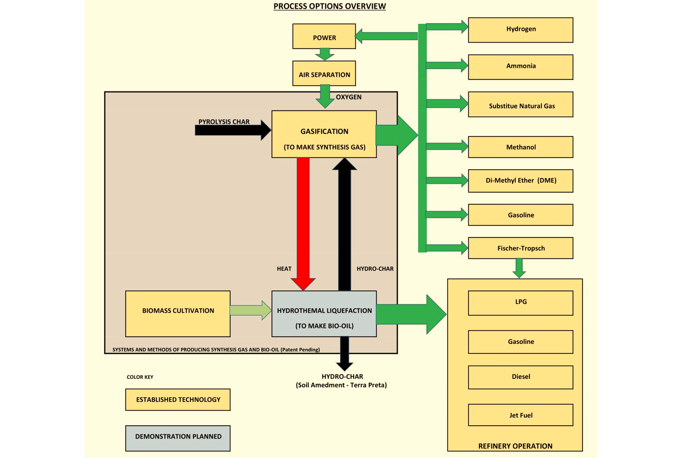
FIG. 1. The authors’ company’s processa.
The strategy is to cultivate the azolla plant (a fern that floats on water) and algae that is grown heterotrophically (in the absence of light, feeding on byproduct, water-soluble organic compounds). The cultivation and harvesting are carried out automatically in a climate-controlled building using techniques developed by the vertical farming industry, including hydroponics and LED grow lights operating constantly. The carbon dioxide (CO2) concentration inside the building is elevated from 420 parts per million (ppm) to 900 ppm to increase the azolla yield further by an estimated 30%. The available CO2 is ducted from the flue gas from the in-house power plant.
The biomasses of azolla and algae complement each other. Azolla and algae are two types of biomasses that have different characteristics and advantages. Azolla is a fern that floats on water and can fix nitrogen from the air, which reduces the need for fertilizer. Algae is a microorganism that can grow in the dark and consume organic compounds from water, which increases the biomass yield. By combining azolla and algae in the same facility, several synergies can be achieved:
- Using the ammonia from the azolla as a nitrogen source for the algae
- Using the dissolved organic compounds from the hydrothermal liquefaction (HTL) aqueous layer as a carbon source for algae growth
- Using the water from the diluted algae as a medium for processing the azolla in the HTL process.
These synergies optimize biomass production and quality, while reducing costs and environmental impact.
The conversion of biomass to crude bio-oil. The biomass from the azolla and algae cultivation is converted into crude bio-oil by a multi-step process that includes HTL and gasification using repurposed high-pressure coal gasifiers. HTL is a conversion of biomass into bio-oil under sub-critical water conditions of temperature and pressure. The HTL process also produces biogas, an aqueous phase and a rejected stream of carbon known as hydrochar. The gasification process is the partial oxidation of the carbon stream rejected from the HTL process to produce high-pressure and high-temperature synthesis gas. The two processes are integrated in a way that maximizes the yield and quality of both the crude bio-oil and synthesis gas, while minimizing energy consumption and waste generation.
HTL is a thermal depolymerization process that converts wet biomass and other macromolecules into crude-like oil at temperatures in the range of 200°C–350°C and high pressure (several thousand psi). The process is used to convert biomass into liquid fuels by processing it in the hot, pressurized water environment for a sufficient time (several minutes) to break down the solid biopolymeric structure to primarily liquid components. The crude-like oil has high energy.
Carbon and hydrogen of an organic material, such as biomass, are thermo-chemically converted into hydrophobic compounds. Depending on the processing conditions, the crude bio-oil can be upgraded to renewable transportation fuels (e.g., diesel, gasoline or jet fuels) in a conventional refinery designed to process fossil crude oil. HTL can also be used to convert digester sludge, black liquor from a paper mill and other undesirable biomass waste streams into bio-oil. HTL can convert up to 70% of biomass input into bio-crude oil. The solid stream of carbon byproduct—the hydrochar which is rejected from the HTL process—is typically used as a soil amendment (such as terra preta).
The separation and utilization of the products of the HTL process. The HTL process produces four phases of products: bio-syngas, crude bio-oil, aqueous phase and hydrochar. These products are separated and utilized by the following steps:
- The products from the HTL reactor are cooled and sent to a phase separator, where they are separated into syngas, crude bio-oil, aqueous phase and hydrochar. The syngas is a mixture of hydrogen, carbon monoxide, CO2 and other gases. The crude bio-oil is a mixture of hydrocarbons and oxygenates. The aqueous phase is a mixture of water and dissolved organic compounds, and the hydrochar is a solid residue of carbon and ash.
- The syngas is combined with the syngas from the gasification unit and sent to a syngas utilization unit, where it is used for different applications, such as electricity generation, heating and chemical production.
- The crude bio-oil is piped to the refinery, where it is mixed with the fossil crude oil. The mixed feed is then processed in the refinery as usual, producing various transportation fuels and other products. The crude bio-oil has a higher oxygen and nitrogen content than fossil crude oil, which requires some adjustments in refinery’s operations and catalysts, but they are not significant or costly.
- The aqueous phase is recycled and used as a nutrient source for algae cultivation. The aqueous phase contains dissolved organic compounds that can be consumed by the algae, increasing the biomass yield and reducing waste generation.
- The hydrochar is processed and fed to the repurposed coal gasifier, where it is converted into syngas.
Optimizing the biomass concentration for HTL processing. One of the challenges of processing biomass into crude bio-oil is achieving a high solids concentration in the slurry feeding the HTL process. A low solids concentration means a low bio-oil yield and high energy consumption. A high solids concentration means a high bio-oil yield and low energy consumption. However, different types of biomasses have different limits on how much they can be concentrated. For example, algae can only be cultivated up to about 5% by weight, which is too low for economic processing. Azolla as a solid can be added to the diluted algae slurry to produce a slurry of any solids concentration, which is ideal for economic processing.
The authors’ company’s process does not use conventional methods to concentrate the algae biomass, such as evaporation, centrifugation or flocculation. These methods are very energy-intensive and render the HTL process uneconomical for algae processing. Instead, a simple and effective method to optimize the biomass concentration is used: azolla and algae are mixed in a suitable ratio. By doing this, a solids concentration of around 30%–35% can be achieved, which is optimal for processing into crude bio-oil. This method preserves the biomass quality, reduces water consumption and avoids the energy penalty in concentrating the algae.
The authors’ company’s proprietary combination processa feeds the hydrochar (the byproduct from the HTL process) in a repurposed coal gasifier operating at high pressures and temperatures. Coal gasification is a mature technology and has minimal technical risk. The coal gasifier can achieve high-energy conversion efficiencies of up to 80%. The produced high-pressure synthesis gas can be used for various applications such as renewable electricity or heating, and for the conversion to chemical commodities such as ammonia, methanol, hydrogen, dimethyl-ether (DME), methane or into transportation fuels produced by the syngas-to-gasoline plus process or via the Fischer-Tropsch process.
The proprietary combination processa captures the advantages of both the HTL and the mature high-pressure coal gasification process. The exotherm heat recovered from the gasification process in cooling the hot synthesis gas is used as the heat source needed to process the biomass slurry feed to the integrated HTL process. The combination process results in a greater yield of transportation fuels from a given mass of biomass (either wet or dry) and is not constrained at large scale operation. Operating both the HTL and the gasifier at high pressure results in lower capital expenditures for large-scale operations compared to atmospheric or low-pressure operations.
The following are the advantages of the combined conversion processa over the usual single biomass conversion processes used to produce sustainable transportation fuels:
- It uses an extremely fast-growing, low-cost and sustainable biomass source that can be cultivated in a small footprint, close to the refinery and does not compete with food crops or land use. Cultivating and harvesting biomass is a continuous automated operation in a climate-controlled building using vertical farming technology.
- It integrates two complementary processes that—in combination—enhance the yield and quality of crude bio-oil and synthesis gas, while reducing energy consumption and waste generation.
- It produces a crude bio-oil that can be easily refined into various transportation fuels, alongside fossil derived crude oil, to produce gasoline, diesel and jet fuel without requiring modifications to the existing refining and distribution infrastructure or vehicles. By growing azolla and algae onsite, it can be used as biomass without having to bring in many trucks of low-energy materials from far away. This way, the local residents are not disturbed, and carbon emissions are reduced compared to the current practice.
- The combination conversion process has a theoretical cradle-to-gate GHG footprint of -296 kgCO2/bbl of crude oil produced, or -50.5 gCO2e/MJ, which is lower than all competing technologies identified by an independent 3rd party companyb.
However, the biomass conversion process also faces challenges:
- It requires a high initial investment for the equipment and facilities; however, since the feedstock (atmospheric CO2) is free, there is a very low operating cost. The economic projection appears compelling as long as current government subsidies for sustainable fuels remain in force.
- It involves high temperature and pressure conditions, which must be managed.
Future directions. The authors’ company is a start-up organization that was founded in 2023. A comprehensive patent application for the proprietary combination processa has been filed in the U.S. and overseas. The next step is to test and validate the biomass cultivation and harvesting system at a demonstration scale. The organization will also compare the HTL technology using advanced multi-phase simulation technology softwareC with other vendors’ proven technologies and select the best one for our process. The authors’ company’s IP is not limited to in-house HTL technology but covers the entire process of integrating the biomass cultivation, HTL and gasification.
NOTE
a STF’s Combination Process
b Boundless Impact Research & Analytics
c CPFD-Software
ABOUT THE AUTHORS

Arnold Keller is the STF Combination Process Inventor and Acting CEO of STF. He is a process engineer with more than 50 yr of practical front-end design experience in the fields of gas processing, gasification and synthetic fuel production via Fischer Tropsch and methanol conversion through zeolite catalysis.

Chris Wallsgrove is a world-renowned consultant on ethylene plant design, refinery operations and first-of-a-kind design and startups. He has more than 50 yr of experience with both EPC and vertically-integrated oil companies. Wallsgrove brings extensive hands-on experience and leads the design team at STF from pre-FEED to startup.

Michael Keller is Vice President of Business Development for STF. He has more than a decade of experience as a portfolio manager in real estate and other asset classes. He assisted Arnold Keller in developing STF’s IP, and will focus his efforts on forming strategic partnerships and marketing STF’s disruptive technology.

Comments