Digital Feature: The Impact of AI on Industry
Hydrocarbon Processing (HP) had the opportunity to speak with Hiroshi Tanoguchi (HT), Vice President and Head of the Yokogawa Products Headquarters, Yokogawa Electric Corp., about the company’s autonomous control artificial intelligence (AI), how this was applied in a project with ENEOS Materials, and how safety is ensured in plant operations.
HP: Can you tell us about your group and how Yokogawa’s AI is being used?
HT: Yokogawa Products Headquarters’ main responsibility is field devices such as transmitters, flowmeters, as well as analyzers and PLCs. The autonomous control AI is also developed by our division. In a world first, this reinforcement learning-based AI technology—our Factorial Kernel Dynamic Policy Programming (FKDPP) algorithm—has been formally adopted at an ENEOS Materials chemical plant and is having a dramatic impact on industrial autonomy.
In this application, the AI controls the distillation operations that were beyond the capabilities of automation and which required manual control based on the judgements of experienced plant personnel. After a 1-yr verification process, our customer reported that the autonomous control AI was a robust system that achieved stable performance and optimum operation—the project leader at the ENEOS plant said that the system operates stably and is unaffected by seasonal changes, regular maintenance and repairs, and can save energy and reduce greenhouse gas (GHG) emissions. ENEOS is considering applying this AI to other types of processes and plants. Smart production like this will help plants strive for safety and stability to decarbonize operations and enhance competitiveness.
Note: According to Yokogawa’s Global End User Survey, 42% of respondents said that the application of AI to plant process optimization would have a significant impact on industrial autonomy in the next 3 yr.
HP: In this case, what does the FKDPP algorithm actually control?
HT: The control was implemented in parts of the chemical plant where operations must be controlled manually and operators must exercise judgement and input the variables themselves. Specifically, these included the part of the distillation column where Substances A and B, which have similar boiling points, are heated and separated. Let me explain how the control was implemented on the left side (FIG. 1). Optimum control by the AI keeps the liquid in the distillation column at an appropriate level to ensure that no off-spec products were produced. On the right side, at the same time, to save energy with the heating of the distillation column, the AI operated multiple valves to make maximum usage of the waste heat, while considering any rain, snow or other variable weather conditions that could disrupt the control state by sudden changes in atmospheric temperature.
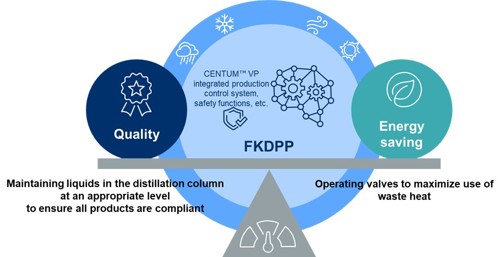
FIG. 1. The scope controlled by the FKDPP algorithm in the ENEOS Materials chemical plant.
The AI achieved both high quality and energy savings despite substances with similar boiling points and efficiently extracted the desired Substance A in its ideal state. The refined products met strict quality standards and were officially shipped.
HP: What are some of the confirmed benefits from the 1-yr field test?
HT: Despite the external temperature change being about 40°C between summer and winter, no problems were observed and stable operation and high product quality were achieved. The FKDPP algorithm eliminated the production of off-spec products and reduced fuel, labor and other costs. It made efficient use of raw materials, achieved shipment standards, and reduced steam consumption and carbon dioxide (CO2) emissions by ~40%. It has also helped to decrease workloads, which helps to prevent human error, reduces mental stress levels and improves safety.
Even after modifications were made at the plant during a routine shutdown for maintenance and repair—and there were variations in raw material composition—the same AI control model remained in use.
HP: So, currently, what percentage of control points can be controlled automatically without relying on manual intervention?
HT: Although there are no accurate figures from surveys and such, we believe many customers feel the answer is around 50%–70%. Given the complexity of physical, chemical and other processes at operating plants, many areas still require the intervention of skilled operators: controlling these areas is often difficult and has a direct impact on product quality and profitability. Often, product quality is maintained by skilled operators performing onsite adjustments at such control points—if a skilled operator leaves, the quality of production can suffer. Autonomous AI can help in these areas that are still manually controlled.
HP: What are some merits for implementing autonomous control AI?
HT: Both autonomy and optimal control can be achieved, and the FKDPP algorithm, our autonomous control AI, suppresses overshoot and extends, for example, the lifetime of furnaces and other heating facilities by reducing unnecessary overheating. It achieves the right balance between conflicting requirements such as quality and saving energy.
There are steps for applying our autonomous control AI for control issues for very complex control areas, such as chemical plants. For this, we provide a consultation approach (FIG. 2). Step one, we generate an AI control model with a high-end plant simulator, then comprehensively evaluate the reliability and validity of the AI control model. After ensuring safety, you control an actual plant.
For less-complex control areas such as devices in semiconductor plants, there is an autonomous control AI service. A control model is generated with affordable, versatile and simple simulators, then the reliability and validity of the AI control model is comprehensively evaluated. On the customer side, they ensure safety, embed the control module with the AI model, and initiate control.
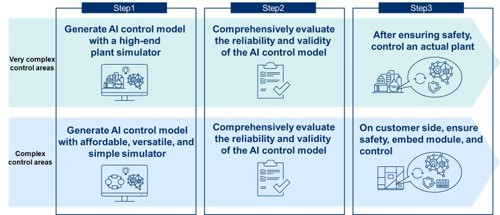
FIG. 2. Steps for applying autonomous control AI in areas with control issues.
HP: Can you provide details of some of the features of autonomous control AI services?
HT: No advanced AI knowledge is required—even non-AI experts can create an autonomous control AI model and install it on an e-RT3 edge controller with the installation of the autonomous AI. Our autonomous control AI also supports control cycles as short as 0.01 sec.
We are preparing an environment to allow a greater variety of applications, depending on the number of inputs and outputs. We will offer simple general purpose simulations as well as an environment for remote control using 5G, cloud computing and edge controllers.
It is vital for management and operations to be aligned. By linking information of management targets to the cloud-based autonomous control AI, operations on the ground floor can be in line with management directives. This operational improvement can be performed autonomously around the clock, 365 d/yr.
Autonomous control AI can control the plant according to the output of the AI. Our next target is improvement point discovery AI. So, we collect the data from the plant—we have already begun such a feasibility study—and then we create this closed loop over plan-do-check-act (PDCA) and incorporate management targets in this loop.
Addressing control issues has a direct impact on environmental, social and governance (ESG) targets and sustainability management. We are solving customer issues through digital transformation and enabling disruptive innovation for many industries. Using the FKDPP algorithm, we offer products, consulting and—with our customers—are leading the way forward in decarbonization, digital transformation and the transformation toward industrial autonomy.
Our ability to measure and control is our core competence. By utilizing such core competencies, we will fulfill our responsibility for the future of our planet.
HP: So, not only does your AI use the sensor data to analyze the problem and present potential solutions, but it also creates new key performance indicators (KPIs) that can affect goals and strategies?
HT: We can collect data from the sensors and then analyze that data to achieve new KPIs, which will be input into the FKDPP algorithm. For example, we created an energy-saving KPI in our semiconductor factory. An improved energy-saving KPI is very difficult to create because the voltage or electricity volume depends on temperature or loading of the factory. So, we used the problem analysis AI and created the KPI for energy savings for each heater and cooler. We used this KPI input to perform autonomous control in reality. We can realize that energy savings control in our factory, this is one example.
HP: What are some of the problems that you have found that AI is not solving, and what are challenges in implementing AI?
HT: Safety is very challenging, and it is a paramount concern because our customers have critical infrastructure. This is one reason we ensure the reliability and the validity of the AI control model before implementation. Of course, many people doubt the ability of the AI, so we test properly and ensure safety—only then can we implement that AI into the plant. This is a challenge.
HP: Overall, are companies open to trusting their operations to AI?
HT: Actually, yes. We have capabilities and knowledge in information technology (IT) and operation technology (OT) convergence, but it is not enough for a customer just to have some trust in you. In the case of this success story, we assured the operators by ensuring safety with existing interlocks and other safety functions, and integrated the AI into the DCS operating system. We also verified the model by referring to AI reliability validation evaluation guidelines that the Japanese government has created. Companies and customers refer to such a guideline, and conduct their own inspections and evaluations. Of course, we need some third-party guidelines to regulate what we can deliver and implement.HP: What effect will AI have on the workforce?
HT: Our opinion is that it will reduce operator workload. As an example, in the ENEOS Materials case, an operator performed many interventions (due to weather, etc.) and 24/7 manual intervention was required. But after implementing this autonomous AI, the operator did not need to do anything. A heavy workload limits the number of tasks a plant staff can accomplish. With AI performing some of these duties, personnel can turn their attention to tasks that add further value.
HP: Can you provide more information about the consulting and training program that you have rolled out first in Japan and then in other markets? Are you focused on certain markets or is your strategy more fluid?
HT: We are starting in Japan and are getting some inquiries from other countries as well as various industries. We are exploring many targets, and so are not restricted to any particular industry if the technology proves beneficial to them.
Hiroshi Tanoguchi is Vice President and Head of the Yokogawa Products Headquarters, Yokogawa Electric Corp. He has extensive experience in a wide range of operations in the control systems sector, including software development, cybersecurity, project delivery and lifecycle services. With 8 yr of experience in Singapore, and 3 yr as President of Yokogawa America do Sul overseeing and managing Yokogawa's business in South America, Tanoguchi is very familiar with the company's global business and the needs of customers in each region.


Comments