
2020 AFPM Summit: Understanding multi-variable control (and industry’s missing advance process control metric) (1)
Understanding multi-variable control (and industry’s missing advance process control metric)
ALLAN KERN, APC Performance LLC
An improved understanding of the role of multi-variable control in industrial process operation will lead to more cost-effective solutions and engage a wider circle of people in the process automation enterprise.
Multi-variable control has always been explained in complex terms, invoking concepts such as detailed process models, real-time optimization and matrix math. This has meant that few people have understood it well, outside a tight circle of advanced process control (APC) engineers. Most other stakeholders have been left at least partially in the dark, often having to buy off on APC projects, even where they may not fully understand the objectives, benefits, implications and odds of success. Moreover, this situation again left industry at the mercy of APC engineers to explain APC’s many unexpected shortfalls—such as high cost, short lifecycle and high maintenance—which, in most cases, have not been satisfactorily explained.
With the benefit of nearly four decades of multi-variable control experience, a more qualitative and intuitive understanding of multi-variable control and the role it plays in industrial process operation is (finally) emerging. This can be expected to have several beneficial impacts for advanced process control and process automation, including simpler and more robust software tools, better defined applications and greater participation of all stakeholders.
What is multi-variable control? Multi-variable control can be defined as automation of the single-loop controller setpoint and output adjustments that are otherwise left to the operating team to implement manually. When operators make setpoint and output adjustments in the course of a shift, that is manual multi-variable control. Automatic multi-variable control technologies, such as model-predictive control (MPC) or model-less multi-variable control (XMC™), automate this task.
Automatic multi-variable control—or closing multi-variable loops—brings the same well-understood benefits as closing single loops. This includes greater timeliness and consistency, fewer alarms and constraint violations, and greater optimization. It also includes significant operational and/or economic benefits.
Role of multi-variable control in process operation. The role of multi-variable control in industrial process operation can be understood as the difference between automated multi-variable control and manual multi-variable control. Industry has always had manual multi-variable control, because practically every process operation is a multi-variable control proposition – just ask any operator!
Automatic multi-variable control automates, or takes over, the task of making setpoint and output adjustments for groups of related controllers. This typically results in more consistent and timely adjustments, fewer alarms and constraint violations, and greater optimization. These benefits can also be understood as the intrinsic benefits of closed-loop vs. open-loop control, which have always been well understood in the single-loop control world and apply equally (or geometrically) to multi-variable control.
The traditional constraint diagram (FIG. 1) illustrates the difference. With manual multi-variable control, operators keep a buffer, or margin for error, between ongoing operation and constraint limits, in case there is an unexpected process change or disturbance. The buffer typically translates into an economic penalty relative to fully optimized operation.
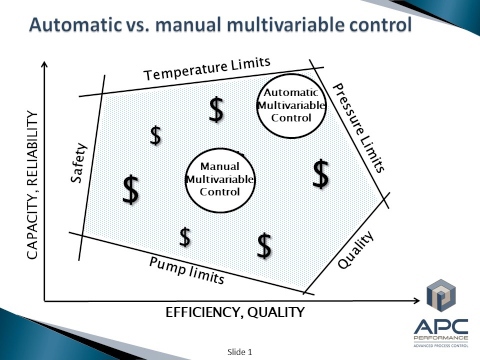
FIG. 1. The traditional constraint diagram.
With automatic or closed-loop multi-variable control, operation can be held closer to actual constraints and the buffer region is captured as advanced control benefits. This is possible because multi-variable control means that an automatic response can be relied upon to take timely action in the event of changing process conditions. In the same way, multi-variable control can automatically pursue receding constraints to capture greater earnings and optimization—it works in both directions.
Where are the applications? Many multi-variable control applications have historically remained “below the radar” of the conventional large matrix MPC paradigm, because they have not been seen as justifying the high threshold cost of MPC, and were too big for the limitations of advanced regulatory control (ARC).
FIG. 2 is essentially a “low-altitude radar” that reveals the multi-variable control applications that have historically remained below the MPC radar. It shows the number of operator interventions, in terms of setpoint, output or mode changes, made at an operator console over a given time period. It shows the 25 worst actors, i.e., those controllers that have required the most operator interventions. This is an easy chart to create on any modern control system console.
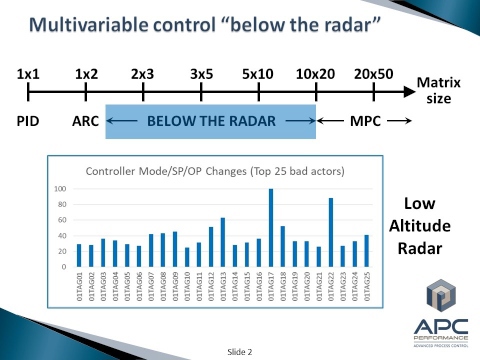
FIG. 2. A “low-altitude radar” that reveals the multi-variable control applications that have historically remained below the MPC radar.
It is a good bet that many or most of these interventions represent manual multi-variable control scenarios, where the operating team becomes caught up in frequent micromanagement of groups of related controllers. It is the objective of multi-variable control to automate these manual multi-variable control scenarios—to close these multi-variable loops—and reduce these numbers.
Industry’s missing APC metric. FIG. 2 may look familiar. Industry adopted similar best practices at least twice in recent memory: to manage loops in manual (now we are talking about multi-variable loops in manual) and to manage bad actor alarms (now we are talking about bad actor loops that require frequent operator intervention).
Multi-variable loops in manual and frequent operator interventions carry several undesirable implications, including more alarms and constraint violations, less operator attention to higher level tasks, and less optimization, since manual intervention, by definition, is typically inconsistent, untimely and suboptimal.
Effective metrics provide a meaningful measurement, are intuitive and reflect progress over time. FIG. 2 meets these criteria and reflects a fundamental aspect of successful process automation and quality of console operation. Has industry been overlooking this natural and potentially important metric?
For more information, visit www.APCperformance.com
ABOUT THE AUTHOR

ALLAN G. KERN, P.E., is the Owner and Consultant at APC Performance LLC. He can be reached at Allan.Kern@APCperformance.com

Comments